


عملکرد قالب اکستروژن و ابزار آن ( بخش 9)
تغییر سطح تماس اصطکاکی
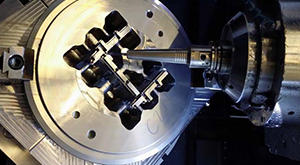
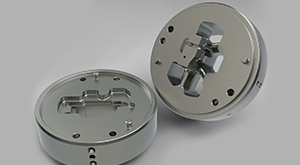
نمونه ای از الوی سایش قالب در اینجا نمایش داده می شود. این قسمت، دربرگیرنده برخی بررسی ها بر روی کارآیی یک قالب مورد استفاده در اکستروژن مقطع لوله ای شکل از آلیاژ 6063 است. قالب مورد استفاده در فرآیند، یک قالب توخالی مخروطی است.چندین نقطه سایش به ترتیب بر روی سطوح تماس ماندرل و کلاهک مشاهده می شود.
اگر A مساحت نقطه سایش بر روی سطح تماس یک قالب باشد، سطح کل سایش توسط رابطه زیر داده میشود:
(معادله 4-6)
مساحت ظاهری سطح تماس قالب بعد از سایش ( ) توسط رابطه زیر داده می شود:
(معادله 4-7)
چنانچه عبارتست از مساحت ظاهری سطج تماس اولیه قالب.
به دلیل اینکه سطح ظاهری تماس بعد از سایش ( ) کمتر از می شود، می توان نتیجه گرفت که سایش قالب بطور موثری سطح تماس اصطکاکی قالب را کاهش می دهد. تجربه اخیر نشان می دهد که مساحت سطح تماس ماندرل دارای تعداد بیشتری نقاط سایش نسبت به کلاهک قالب است. تغییر موثر سطح اصطکاکی به طرق مختلفی به ترتیب بر روی سطوح تماس ماندرل و کلاهک برای هر طرف یک قالب توخالی مربع شکل حاصل می شود. در نتیجه یک سرعت لغزنده نسبی بین لایه درونی و بیرونی هر طرف لوله مربعی توخالی وجود دارد. انتظار می رود که به دلیل این تغییر در سرعت لغزنده نسبی، سیلان کلی فلز در فاصله بین ماندرل و کلاهک تغییر نموده و در نهایت، شکل محصول تغییر نماید.
همانگونه که ذکر شد، تغییر شکل لوله با مقطع مربعی اکسترود شده از آلیاژ آلومینیوم 6063 قبل و بعد از سایش قالب جالب بود. یک شکل مربعی کامل را قبل از بروز هر گونه سایشی در قالب و شکل محدب در دیواره های دو طرف را بعد از سایش قالب نشان می دهند. دیواره هر طرف دارای برجستگی های پیچشی است که شان داده نمی شوند. لکن از منظر قالب نشان داده می شوند.


 تخلیه کمدون چگونه انجام میشود؟
تخلیه کمدون چگونه انجام میشود؟") کارگاه اکستروژن آلومینیوم و کنترل فرایند آن(بخش3)
کارگاه اکستروژن آلومینیوم و کنترل فرایند آن(بخش3) کارگاه اکستروژن آلومینیوم و کنترل فرایند آن
کارگاه اکستروژن آلومینیوم و کنترل فرایند آن") کارگاه اکستروژن آلومینیوم و کنترل فرایند آن(بخش2)
کارگاه اکستروژن آلومینیوم و کنترل فرایند آن(بخش2)